بديل أكسيد الفولاذ: حلول تشطيب الأسطح الدقيقة للتصنيع CNC لطلاء أكسيد الأسود
في صناعة النمذجة السريعة والتصنيع الدقيق للألياف الصينية، نتلقى يوميا طلبات عروض أسعار من مهندسين حول العالم. غالبا ما تكون الرسومات واضحة وواضحة وواضحة. لكن أحيانا، هناك حالات يمكن أن تحول الأجزاء إلى خردة — مثل مثال اليوم: متطلب معالجة سطحية يستحيل تحقيقه فعليا، حيث يتم الأكسدة على أجزاء فولاذية.
جاء هذا المشروع من مجال التجميع الميكانيكي الصناعي الأوروبي، حيث تضمن جزأين يتطلبان الكربنة والتبريد، وهما صلابة روكويل HRC 56±2، وعمق طبقة صلبة فعالة 0.3+0.1 ملم، وتسامح عام حسب ISO 2768-f، والرسم الذي اشترط صراحة: "التشطيب السطحي: أكسيد أسود."
بالنسبة للعديد من ورش التشغيل التي تفتقر إلى الخبرة الهندسية العميقة، قد يقدمون عرض سعر وينتهي بهم الأمر بإنتاج الخردة. لأن الفولاذ لا يمكنه استخدام عملية أكد الألمنيوم القياسية. التآكل الكهربائي المباشر يؤدي إلى رفض المنتج وفشل الأداء.
في هذا المقال، سنشارك كيف تستخدم شركة برايتستار بروتوتايب CNC المحدودة تقنية هندسة تشطيب الأسطح الاحترافية لتصحيح سوء فهم تصميم العملاء وتقديم بدائل ممكنة.


عندما يظهر مصطلح "أنودازينغ" على رسومات الفولاذ
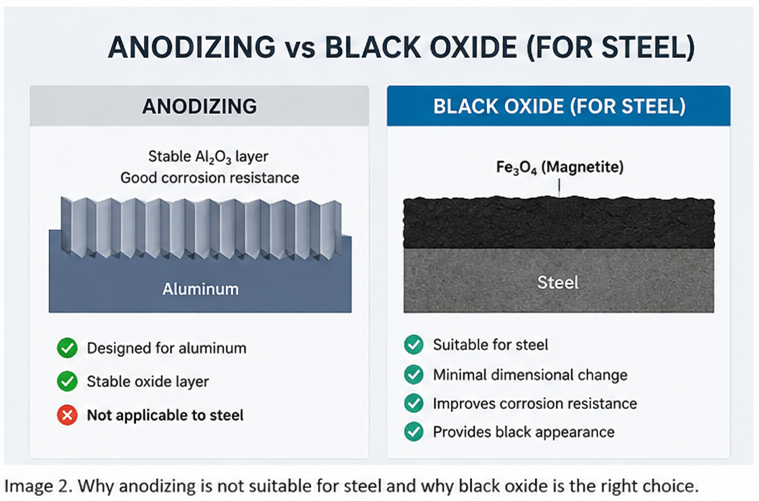
بعض المصممين ومهندسي المنتجات يعملون بشكل مكثف مع الألمنيوم لفترات طويلة. الأكنود يمنح الألمنيوم لونا أسود جميلا، ومقاومة تآكل ممتازة، ومقاومة للتآكل. ونتيجة لذلك، عندما يتحولون لاحقا إلى تصميم مكونات فولاذية عالية القوة، قد يدفعهم التفكير الذاتي إلى تحديد "التشطيب السطحي: أنوديز".
المبدأ الأساسي للأكسدة هو وضع المعدن كأنود في محلول إلكتروليتي وتطبيق التيار لإحداث تفاعل أكسدة على سطحه، مما يولد طبقة أكسيد معدنية. تم تصميم إلكتروليت المؤكسد والمعايير لأغشية أكسيد الألمنيوم (Al₂O₃). أثناء المؤكسد، ينتج الألمنيوم Al₂O₃ (أكسيد الألمنيوم)، الذي يتميز ببنية كثيفة ومستقرة ويلتصق بقوة بالركيزة الأساسية من الألمنيوم. ومع ذلك، عند وضع الفولاذ في نفس الحوض، ينتج عنصر الحديد في الفولاذ مزيجا من FeO، Fe₂O₃، وFe₃O₄ تحت ظروف مؤكسدة. طبقة الأكسيد فضفاضة ومتشققة ولا يمكنها تكوين طبقة حماية كثيفة؛ بدلا من ذلك، يشكل منتجات تآكل فضفاضة وسهلة التقشر. لهذا السبب لا يمكن أنود الفولاذ. إذا حاول الشخص "الأكد بالقوة"، فإن سطح الفولاذ سيفشل في تحقيق المظهر والأداء المرغوبين، وسيتحول إلى خردة.
التكلفة الحقيقية لأخطاء معالجة السطح
وفقا لمسح أجرته جمعية مهندسي التصنيع (SME)، حوالي 23٪ من جميع أسباب خردة التشغيل الماكيني مرتبطة بمواصفات معالجة سطحية غير صحيحة. في مرحلة النمذجة السريعة، تؤدي إعادة التصميم الناتجة عن عدم توافق المواد مع العمليات إلى تمديد أوقات انتظار المشروع بمعدل 5-8 أيام عمل.
مسار المعالجة السطحية الصحيحة لبرايتستار
يوضح الرسم البياني التالي منطق القرار الذي اتبعه فريق الهندسة في برايتستار عند استلامه رسم لهذا المشروع مع متطلبات "أكسيد الفولاذ":

محلول مفصل لطلاء الأكسيد الأسود للصلب
عندما يصر العميل على لون "أسود" وتكون المادة من الفولاذ (مثل Q235B، 59CrV4)، فإن عملية تشطيب السطح التي نوصي بها هي أكسيد أسود، ويسمى أحيانا "التسود".
لماذا تختار أكسيد الأسود؟
مبدأ تسود الفولاذ (الأكسيد الأسود) هو كما يلي: يغمر الجزء الفولاذي في محلول مؤكسد قلوي ساخن (عادة يحتوي على هيدروكسيد الصوديوم ونتريت الصوديوم) عند حوالي 140°C. تحت تأثير عامل المؤكسد، ينتج سطح الفولاذ طبقة رقيقة كثيفة من المغنيتيت (Fe₃O₄). التفاعل الأساسي هو: يتفاعل الحديد مع نتريت الصوديوم في بيئة قلوية، مكونا أولا فيريت الصوديوم (Na₂FeO₂) وفيرات الصوديوم (Na₂Fe₂O₄)، ثم يتحللان لتشكيل ترسيب Fe₃O₄ أسود يلتصق بسطح قطعة العمل، مما يخلق طبقة حماية سوداء محكمة التصق بها. وهذا يجعله مناسبا بشكل خاص لمعالجة الأجزاء الفولاذية الدقيقة.
على الرغم من أن كل من مؤكسد الفولاذ (المحاولة) وتسود الفولاذ ينتجان في النهاية نفس التركيب الكيميائي، Fe₃O₄، فإن "طريقة التكوين" و"بنية الفيلم" مختلفتان تماما، مما يؤدي إلى أداء مختلف تماما. تحت ظروف المؤكسدة الحمضية (أي مرور التيار عبر سطح الفولاذ كأنود)، بالإضافة إلى تكوين Fe₃O₄، يحدث تفاعل تطور عنيف للأكسجين في نفس الوقت، حيث تؤثر فقاعات الغاز باستمرار على الطبقة النامية، مما يخلق ثقوبا وشقوق دقيقة. ينخفض الرقم الهيدروجيني في منطقة الأنود بشكل حاد، ويصبح Fe₃O₄ غير مستقر تحت ظروف حمضية قوية، حيث يذوب جزئيا ويدمر سلامة الفيلم أكثر. على النقيض من ذلك، يحدث التسود الكيميائي في بيئة قلوية حارة ومركزة، مما يسمح بنمو Fe₃O₄ عبر "التحويل البطيء في الموقع" عبر تفاعلات الأكسدة والاختزال دون تأثير الفقاعات ولا ذوبان، مما يحصل على طبقة حماية كثيفة وسليمة وقوية التصاق من Fe₃O₄. ببساطة: طبقة Fe₃O₄ المتكون من السواد هي طبقة حماية كثيفة "تنمو" لتصبح في مكانها؛ طبقة Fe₃O₄ التي يحاول المؤكسد تكوينها هي طبقة صدأ فضفاضة "مفككة" بواسطة فقاعات الأكسجين. نفس التكوين، بنية مختلفة، أداء معاكس.
لماذا تختار معالجة أكسيد الأسود لأجزاء الفولاذ
بالطبع، إلى جانب المؤكسد، هناك العديد من طرق معالجة الأسطح الأخرى للفولاذ. فلماذا اخترنا أكسيد الأسود؟ لأن معظم أجزاء الفولاذ المقسى التي تتطلب مظهرا أسود ويجب الحفاظ على تفاوتات محكمة (مثل هذا المشروع)، فإن أكسيد الأسود أكثر ملاءمة هندسيا من أي طلاء أو طلاء.
مقارنة البيانات: أكسيد الأسود مقابل خيارات معالجة السطح الأخرى
لمساعدة العملاء على فهم سبب توصيتنا بأكسيد الأسود، قمنا بإعداد جدول المقارنة التالي:
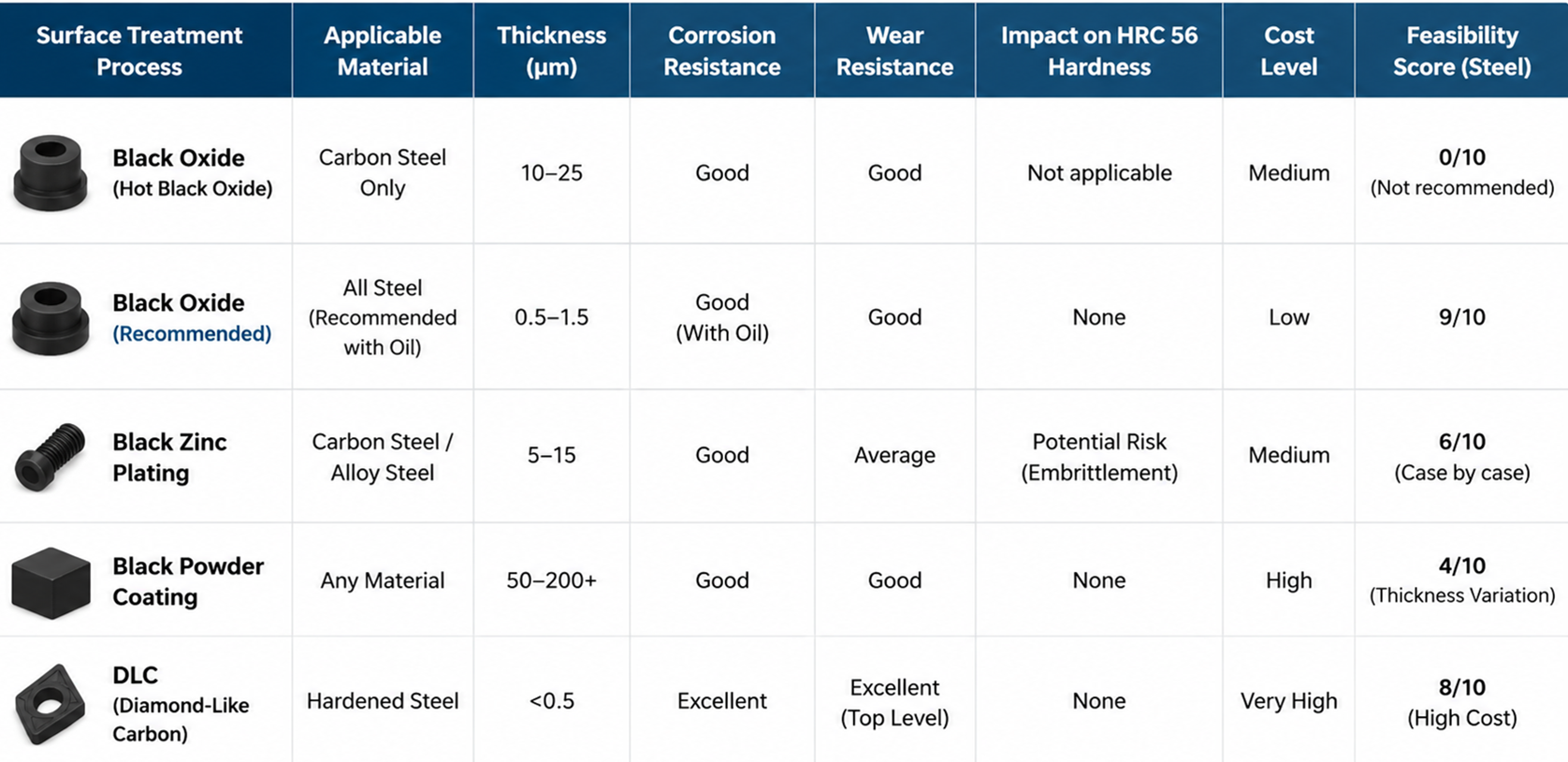
من هذا الجدول، نعلم أن أكسيد الأسود يحقق أفضل توازن بين دقة الأبعاد، والتكلفة، وتوافق العمليات.
دراسة حالة برايتستار: الحفاظ على تحمل HRC 56±2 وISO 2768-f – بما في ذلك تشطيب سطح أكسيد الأسود
التحديات
الأجزاء بعد الكربنة والتبريد معرضة للبيضاوية أو التشوه (التحكم في التشوه).
مادة 59CrV4 حساسة للعيوب السطحية.
يجب تطبيق الأكسيد الأسود على الأبعاد النهائية دون أي هامش إعادة تصنيع.
عملية التنفيذ لدينا
مراجعة الهندسة: وجدت أن التصويد غير ممكن وأوصيت بشكل استباقي بالتحول إلى أكسيد أسود.
تحسين معالجة الحرارة: استخدم مخزون تشغيل بمعدل تعويض طفيف (التحكم قبل التشوه). بالنسبة لجزء Q235B، تركنا مخزون 0.2 مم قبل الكربورين، ثم قمنا بالطحن الدقيق حتى التحمل النهائي بعد التبريد.
تعديل تسلسل العمليات: التدوير الخشن/الطحن → الكربنة والتبريد حتى HRC 56 → طحن دقيق للأسطح الحرجة → الأكسيد الأسود → التنظيف النهائي والتغليف.

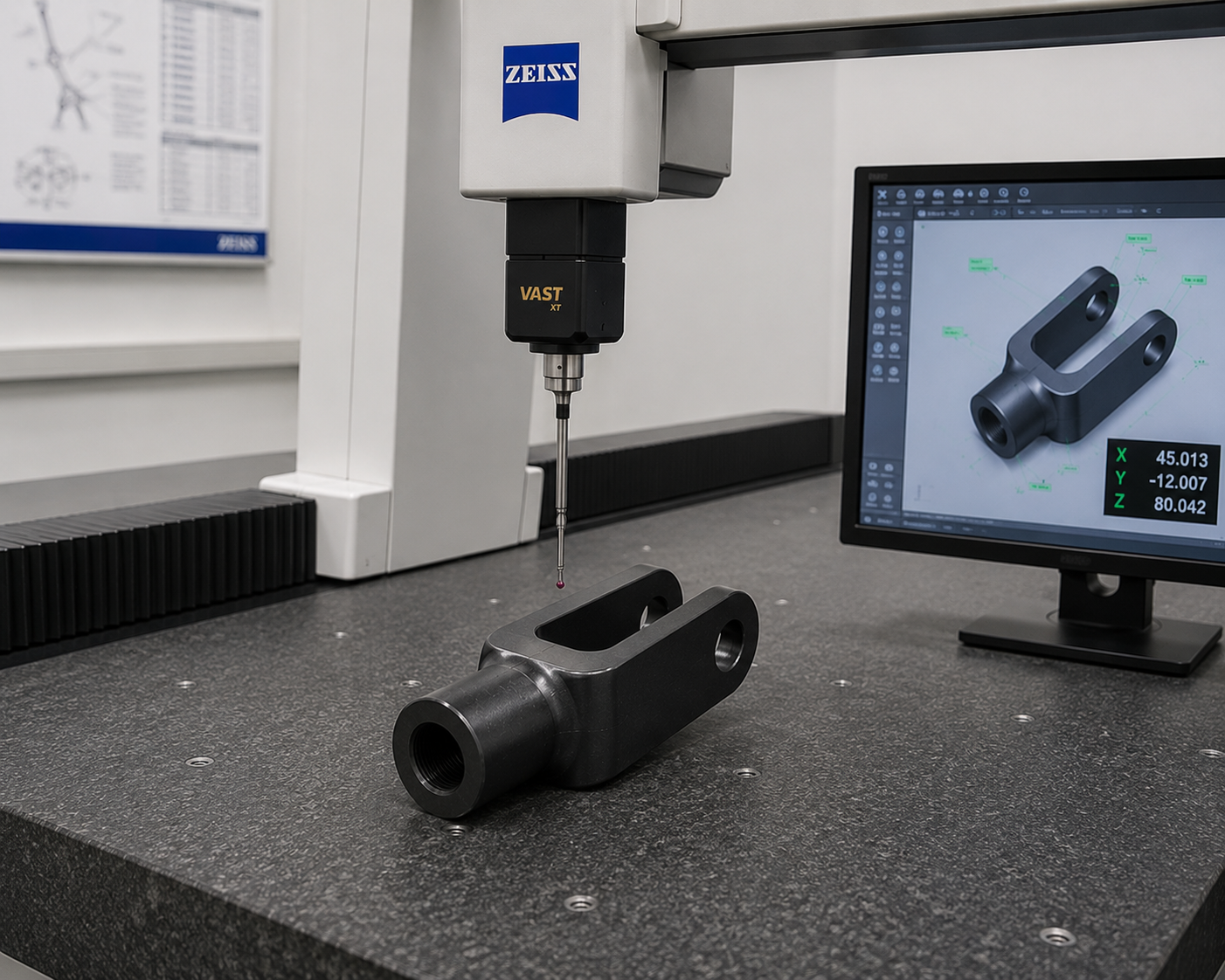
فحص الجودة: استخدمت جهاز اختبار الصلابة من فيكرز للتحقق من عمق الطبقة المقسى الفعال 0.35 مم (مع 0.3+0.1)؛ أكدت قياسات CMM أن جميع الأبعاد تفي بتحمل ISO 2768-f متوسط الدرجة.
النتائج النهائية
الصلابة: HRC 56±2 (تجانس ممتاز)
المظهر: زي موحد أسود داكن، غير لامع، بدون بقع
التجميع: التصريح التصرفي لبي متطلبات تجميع العملاء بالكامل
ملاحظات العملاء: حقق التشطيب السطحي التوقعات.
شركة برايتستار للنموذج الأولي CNC المحدودة – شريكك في هندسة تشطيب الأسطح
شركة برايت ستار بروتوتايب CNC المحدودة معتمدة وفقا لنظام إدارة الجودة ISO 9001:2025. يتمتع فريقنا الهندسي بخبرة تزيد عن 10 سنوات في التشغيل الدقيق والنمذجة السريعة، متخصصين في مشاريع معقدة تشمل عدم تطابق المواد مع العمليات، والتسامح الدقيق، والمعالجات السطحية الخاصة.
تشمل الصناعات التي نخدمها مكونات السيارات، والآلات الصناعية، والأجهزة الطبية، والروبوتات، والمزيد. في المتوسط، نساعد العملاء العالميين على تجنب أكثر من 50 مشكلة محتملة ناجمة عن أخطاء مواصفات التصميم سنويا.

الأسئلة الشائعة: أسئلة هندسية شائعة حول معالجة أسطح الفولاذ
س1: هل ستغير معالجة الأكسيد الأسود أبعاد الجزء؟
ج: بالكاد. سمك طلاء الأكسيد الأسود لا يتجاوز 0.5–1.5 ميكرومتر، وهو أرق بكثير من عمليات تشطيب السطح الأخرى (مثل طلاء الزنك: 5–15 ميكرومتر، طلاء البودرة: 50+ ميكرومتر). لذلك، فهو مناسب بشكل خاص للأجزاء التي تتطلب تحولات صارمة مثل ISO 2768-f، دون الحاجة إلى طحن ثانوي بعد معالجة السطح.
س2: هل يؤثر الأكسيد الأسود على الصلابة الأصلية أو نتائج معالجة الحرارة للفولاذ؟
ج: لا. درجة حرارة عملية الأكسيد الأسود تقارب 140°م، وهي أقل بكثير من درجة حرارة التصفية للفولاذ (عادة فوق 200°م). لذلك، لن يغير صلابة HRC 56±2 ولا يؤثر على عمق الطبقة المقوى الفعالة. وهذا يختلف عن العمليات التي تتطلب درجات حرارة عالية أو بيئات حمضية، مثل بعض الطلاءات أو المؤكسد.
س3: قطعتي مصنوعة من فولاذ زنبرك 59CrV4. هل سيسبب الأكسيد الأسود هشاشة الهيدروجين؟
ج: لا. عملية الأكسيد الأسود لا تولد أيونات الهيدروجين ولا تشكل خطر هشاشة الهيدروجين. ومع ذلك، إذا تم استخدام التخليل أو الطلاء الكهربائي (مثل طلاء الزنك)، فإن الخبز بعد الطلاء عند درجة حرارة 200°C لأكثر من 4 ساعات (تخفيف الهيدروجين) إلزامي. نحن نحدد هذا بوضوح في تخطيط العمليات.
س4: ما هو الحد الأقصى لحجم قطعة الفولاذ التي يمكنك التعامل معها؟
ج: معدات CNC لدينا يمكنها تصنيع أجزاء فولاذية حتى 1200 × 800 × 600 مم لجزء واحد. يمكن للمعالجة السطحية (أكسيد الأسود) أن تدعم أجزاء بأي حجم داخل هذا المغلف.
لا تدع نموذجك الأولي القادم يعلق على معالجة السطح
لا تدع "متطلب عملية مستحيلة" يعيق تقدم تطوير منتجك. في شركة برايتستار بروتوتيب CNC المحدودة، نقوم بأكثر من مجرد قطع المعدن:
مراجعة هندسية مجانية: قدم رسماتك (المواد، التسوية، متطلبات معالجة الأسطح)، وسنقوم بتحليل قابليته للتصنيع خلال 24 ساعة.
اقتراحات لتحسين الاستباق: إذا وجدنا مشكلة مثل "أكوست الفولاذ"، سنقدم وثائق تقنية رسمية مع حلول بديلة.
النمذجة الأولية السريعة: وبالاقتران مع خدمات النمذجة السريعة لدينا، يمكننا تقديم حلول شاملة من المعالجة الحرارية إلى الأكسيد الأسود في غضون 7 أيام فقط.
اتخذ إجراء الآن:
أرسل طلب العرض أو الرسم إلى ann@brightrapid.com
أو قم بزيارة موقعنا الإلكتروني: https://www.brightrapid.com
دع قدرة هندسة تشطيب الأسطح الاحترافية تحمي مكوناتك الدقيقة.
إشعار حقوق النشر: هذه المقالة أصلية لشركة Brightstar Prototype CNC Co., Ltd وتستند إلى حالة مشروع حقيقية. تأتي مقارنات البيانات من الاختبارات الداخلية والمعايير الصناعية العامة (ASTM B117، ISO 27830). يحظر التكاثر غير المصرح به.
المراجع
1. وفقا لدليل ASM، المجلد 5: هندسة السطح، "يشكل الحديد وسبائكه تحت ظروف المؤكسدة الحمضية منتجات أكسدة غير مستقرة، مسامية، وعموما غير واقية، تختلف تماما عن طبقة أكسيد الألمنيوم الكثيفة على الألمنيوم. لذلك، لا يستخدم المؤكسد تجاريا لمعالجة الصلب." — ASM International، 1994، ص. 482.
2. SME (جمعية مهندسي التصنيع). "تكلفة الجودة في مسح هندسة الأسطح"، 2022. ص. 45.