فهم قدرة التشغيل ±0.005 مم: ماذا تعني حقا في Product أيون CNC الحقيقي
قبل عدة أشهر، أرسل مهندس من شركة أوروبية لمعدات الأتمتة طلب عرض سعر لمكون ألمنيوم معقد.
للوهلة الأولى، بدا الجزء عاديا إلى حد ما. المادة كانت من الألمنيوم 7075، والهندسة لم تكن معقدة بشكل خاص، والكمية كانت فقط 50 قطعة لبناء الطيار.
ثم فتحنا الرسم، ولاحظنا ملاحظة واحدة فورا: ±0.005 مم — على عدة ميزات حرجة في الجزء.
ليس فقط على مقعد حامل. ليس فقط على ميزة تحديد الموقع. على مجموعة كاملة من الميزات التي ستحدد كيف يعمل التجميع.
كان افتراض المهندس مفهوما. إذا كانت التسامحات الأكثر إحكاما أفضل، لماذا لا تحدد ±0.005 مم لكل ما يهم؟
ومع ذلك، هذه واحدة من أكثر سوء الفهم شيوعا التي نراها في مشاريع تشغيل الآلات CNC.
الواقع هو أن تحقيق ±0.005 مم ممكن، لكن ما إذا كان ضروريا أو اقتصاديا أو حتى مفيدا يعتمد كليا على وظيفة القطعة.
في هذا المقال، سنشرح ما تعنيه قدرة التشغيل ±0.005 مم فعليا، وأين هي مطلوبة فعلا، وما هي العوامل التي تحدد ما إذا كان يمكن تحقيقها بشكل متسق، وكيف يمكن للمهندسين تجنب تكاليف التصنيع غير الضرورية مع الاستمرار في تلبية متطلبات الأداء.
الفرق بين "يمكن تحقيق" و"يمكن الحفاظ عليه"
واحدة من أكبر المفاهيم الخاطئة في التشغيل الدقيق هي الخلط بين قدرة الآلة والقدرة الإنتاجية.
يعلن العديد من موردي CNC:
±0.01 مم — ±0.005 مم — حتى ±0.002 مم
من الناحية التقنية، قد تكون هذه الأرقام قابلة للتحقيق في ظروف مثالية.
لكن المهندسين نادرا ما يشترون قطعة واحدة مثالية.
يشترون: 20 نموذجا أوليا — 200 قطعة إنتاج — 2000 قطعة سنوية بحجم كبير.
السؤال الحقيقي ليس: "هل يمكنك تصنيع ميزة واحدة إلى ±0.005 مم؟"
السؤال الحقيقي هو: "هل يمكنك الحفاظ على هذا التحمل بشكل ثابت في كل جزء؟"
هنا تصبح العديد من المشاريع تحديا.
لقد شهدنا حالات يمكن فيها لآلة إنتاج قطعة أولى مثالية، لكن التغيرات البعدية ظهرت تدريجيا أثناء الإنتاج بسبب تآكل الأدوات، أو النمو الحراري، أو إجهاد المادة، أو حركة التركيبة.
لهذا السبب، يركز المصنعون ذوو الخبرة أقل على دقة الذروة وأكثر على استقرار العملية.
في بيئات الإنتاج، غالبا ما يكون الاتساق أكثر قيمة من مطاردة أصغر رقم ممكن في الرسم.
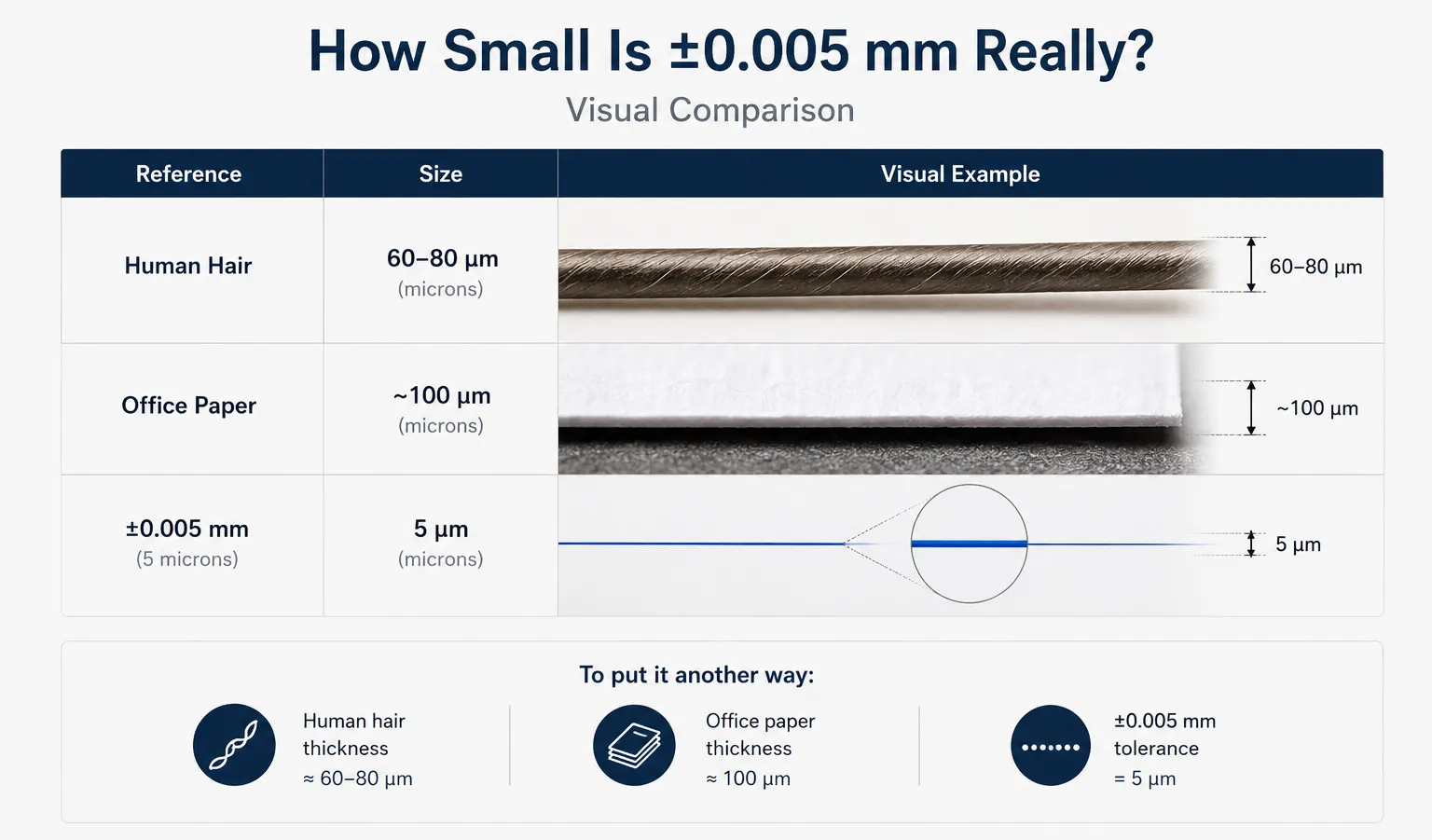
ما مدى صغر ±0.005 مم حقا؟
معظم الناس يعرفون أن ±0.005 مم هو ضيق.
قليلون فقط يتخيلون مدى ضيقها.
عادة ما يكون قطر شعرة الإنسان حوالي 60-80 ميكرون. ±0.005 مم يساوي فقط 5 ميكرون.
هذا يعني أن التغير المسموح به تقريبا بين 1/10 إلى 1/20 من سمك شعرة الإنسان.
| المرجع | الحجم التقريبي |
|---|---|
| شعر الإنسان | 60-80 ميكرومتر |
| سمك ورق المكتب | 80-100 ميكرومتر |
| ±0.005 مم التحمل | 5 ميكرومتر |
بمجرد أن تصل التفاوتات إلى هذا المستوى، لم تعد التشغيل مجرد قطع مواد فقط.
درجة حرارة الآلة، حالة المغزل، صلابة التركيب، تآكل الأدوات، عدم اليقين في القياس، وحتى درجة حرارة الورشة المحيطة يمكن أن تبدأ في التأثير على النتيجة.
لهذا السبب يتطلب التشغيل بثبات ضيق نظام تصنيع كامل بدلا من مجرد آلة CNC عالية الجودة.
متى يكون ±0.005 مم ضروريا فعليا؟
من خلال تجربتنا، العديد من الرسومات تحدد تفاوتات فائقة الضيق ببساطة لأنها منسوخة من تصاميم قديمة.
يبدو التحمل مثيرا للإعجاب، لكنه قد لا يساهم في أداء المنتج.
على سبيل المثال، نادرا ما تستفيد لوحة تثبيت المعدات من تحمل ملف ±0.005 مم. سواء كان البعد 50.000 مم أو 50.015 مم غالبا لا يفرق كثيرا.
من ناحية أخرى، بعض الميزات تتطلب فعلا هذا المستوى من التحكم.
الأمثلة النموذجية تشمل:
تركيبات المحمل
تحديد الأسطح الدقيقة
مكونات المحاذاة البصرية
قطع معدات أشباه الموصلات
ميزات تحديد موقع الأجهزة الطبية
تجميعات روبوتية عالية الدقة
المبدأ الأساسي بسيط: Apply التسامح الصارم فقط حيث تؤثر على الوظيفة.
كل شيء آخر يجب أن يكون مستريحا كلما أمكن.
غالبا ما يقلل الرسم المحسن جيدا من تكلفة التشغيل دون أن يغير أداء المنتج على الإطلاق.
لماذا تزيد التسامحات الدقيقة من تكلفة تشغيل الآلات CNC
أحد الأسئلة التي نسمعها كثيرا من مديري المشتريات هو:
"إذا كان جهازك يستطيع تحقيق ±0.005 مم، فلماذا يرتفع السعر كثيرا مقارنة ب ±0.02 مم؟"
الإجابة بسيطة: لأن تكلفة التشغيل لا تحددها الآلة نفسها. يتم تحديده بناء على العملية المطلوبة لتحقيق النتيجة بشكل متسق.
تخيل مكونين من الألمنيوم.
الجزء أ يتطلب تحمل ±0.05 مم. الجزء ب يتطلب ±0.005 مم.
للوهلة الأولى، يبدو الفرق فقط 0.045 مم.
في الواقع، يمكن أن تكون عملية التصنيع مختلفة تماما.
بالنسبة لمكون تحمل قياسي، قد يكمل الفني الميزة في عملية تشطيب واحدة.
بالنسبة لميزة ±0.005 مم، غالبا ما تتضمن العملية:
عمليات إضافية في التشطيب
معلمات القطع المخفضة
تعويض الأدوات الأكثر تكرارا
قياسات إضافية أثناء العملية
متطلبات أعلى للفحص
زيادة خطر الخردة
كلما كان التسامح أشد، قل هامش الخطأ.
قد يكون البعد الأكبر بمقدار 0.006 مم مقبولا تماما في رسم معين ومرفوضا تماما في رسم آخر.
لهذا السبب يجب على المهندسين اعتبار التسامح أداة تصميم وليس مؤشرا للجودة.
التحمل الأكثر إحكاما لا يؤدي تلقائيا إلى منتج أفضل. بل يخلق ببساطة متطلبات تصنيع أكثر صرامة.
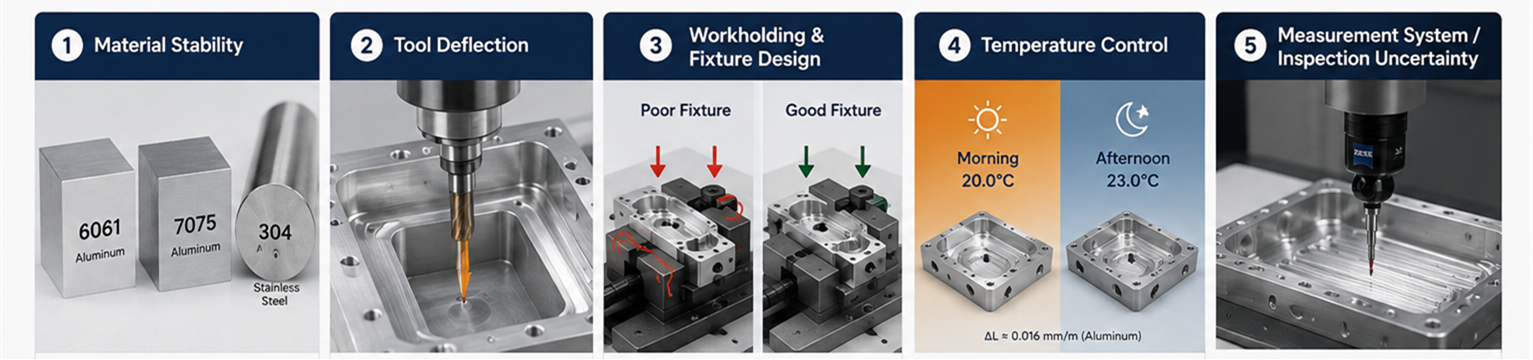
العوامل الخمسة التي تؤثر غالبا على التشغيل الدقيق للتصنيع CNC
يعتقد الكثيرون أن التشغيل الدقيق يعتمد فقط على آلة CNC.
في الواقع، الآلة هي قطعة واحدة فقط من اللغز.
1. استقرار المواد
ليست كل المواد تتصرف بنفس الطريقة أثناء التشغيل الآلي.
على سبيل المثال، ألمنيوم 6061 عادة مستقر جدا وسهل التصنيع. يوفر ألمنيوم 7075 قوة أعلى لكنه يمكن أن يولد إجهادا داخليا أكبر، خاصة على مكونات الطيران الكبيرة التي تحتوي على إزالة مواد كبيرة.
الفولاذ المقاوم للصدأ يطرح تحديات مختلفة. توليد الحرارة، وتقسية العمل، ومقاومة القطع كلها تزداد مقارنة بالألمنيوم.
لهذا السبب قد يكون تحقيق نفس التحمل سهلا على مادة وأكثر صعوبة على أخرى.
2. انحراف الأدوات
واحدة من أكبر التحديات في التفريز الدقيق للحرب CNC هي انحراف الأدوات.
تخيل جيبا عميقا تم تشكيله في غلاف من الألمنيوم. كلما أصبح التجويف أعمق، كلما امتد القاطع لفترة أطول من المغزل.
حتى لو كانت دقة تحديد موقع الآلة مثالية، قد تنحني أداة القطع نفسها قليلا تحت قوة القطع.
على الميزات السطحية، هذا التأثير ضئيل. في التجاويف العميقة، يمكن أن يؤثر بسهولة على دقة الأبعاد وتشطيب السطح.
وهذا أحد الأسباب التي تجعل مهندسي CNC ذوي الخبرة يعيدون تصميم مسارات الأدوات بدلا من إبطاء الآلة فقط.
3. تصميم تثبيت العمل والتركيبات
في العديد من المشاريع، تحدد التركيبة النجاح أكثر من الجهاز.
كنا في السابق نصنع مكونا من الألمنيوم الهيكلي خفيف الوزن مع إزالة أكثر من 80٪ من المواد.
بدت استراتيجية التشغيل الأولية صحيحة. كانت الأبعاد مقبولة بعد الخشونة.
ومع ذلك، بعد الانتهاء، كان الجزء يتحرك باستمرار خارج التحمل.
السبب الجذري لم يكن الجهاز. المشكلة كانت بسبب إجهاد التركيبات.
بعد إعادة تصميم التركيبة وتغيير تسلسل التشغيل بشكل كبير، تحسنت الاستقرار البعدي بشكل كبير.
عززت هذه التجربة درسا يتعلمه كل مهندس تشغيل آلات في النهاية: لا يمكن للآلة الدقيقة أن تعوض ضعف الصيانة اليدوية.
4. التحكم في درجة الحرارة
عند التسامح الضيق، تصبح درجة الحرارة مهمة بشكل مفاجئ.
المعدن يتمدد وينكمش مع تغيرات درجة الحرارة. قد لا يتصرف المكون الكبير من الألمنيوم الذي يصنع في الصباح تماما كما يقاس في وقت متأخر من بعد الظهر.
للمشاريع فائقة الدقة، غالبا ما يقوم المصنعون ب:
تثبيت درجة حرارة الورشة
All الأجزاء التي يجب أن ترتاح قبل الفحص
بيئات قياس التحكم
استخدم معدات فحص معايرة
قد تبدو هذه الخطوات مفرطة، لكنها تصبح ضرورية عندما تدخل السموحات في نطاق الميكرون.
5. نظام القياس وعدم اليقين في التفتيش
عند ±0.005 مم، تصبح طريقة الفحص نفسها أمرا حاسما.
CMM مع عدم يقين ±0.002 مم يستهلك بالفعل ما يقرب من نصف نطاق التحمل. بدون بيئة محكمة، ومعدات معايرة، واختبار GR&R مثبت، أنت لا تتحقق من التسامح — بل تقدره.
لهذا السبب، من أجل العمل ذو التسامح الضيق، يجب التعامل مع الفحص كجزء من عملية التصنيع، وليس كأمر ثانوي.
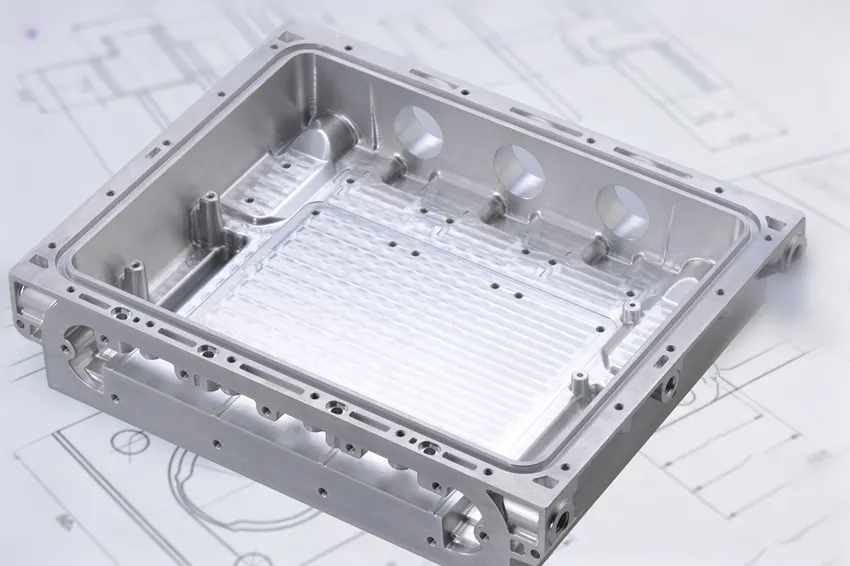
مثال حقيقي: تحقيق ±0.005 مم على مكون ألمنيوم معقد
منذ فترة عملنا على قاعدة من الألمنيوم لمعدات الأتمتة.
كان يحتوي على عدة ميزات تحديد موقع، وجيوب عميقة مصنعة، وعلاقات موضعية محكمة بين الملامح. تم تحديد عدة أبعاد حرجة عند ±0.005 مم.
للوهلة الأولى، قد تعتقد أن التحدي كان في الاحتفاظ بذلك الرقم على ميزة واحدة. لكن في الإنتاج الحقيقي، نادرا ما يكون هذا هو الجزء الصعب.
التحدي الحقيقي كان هذا: كانت القطعة تتطلب عدة عمليات تشغيل مع إعادة التثبيت. في كل مرة تعيد فيها وضع الجزء، تخاطر بفقدان العلاقة الموضعية بين الميزات. أما بالنسبة لمتطلبات وضعية ±0.005 مم بين الجيوب العميقة والأسطح المحددة، فإن هذا الخطر يتراكم بسرعة.
هذا هو ما يعنيه ±0.005 مم فعليا في الإنتاج — ليس فقط ما إذا كانت الآلة تستطيع الوصول إلى رقم، بل ما إذا كانت العملية قادرة على الصمود أمام عدة إعدادات، وتخفيف الإجهاد، وتآكل الأدوات، والتغيرات الحرارية.
إليك ما فعلناه لجعل الأمر ينجح:
بدلا من الانتقال مباشرة للنهاية، أضفنا تمريرة نصف نهائية. هذا سمح للمادة بالاسترخاء قبل القطع النهائي.
كما صنعنا فكوكا ناعمة مخصصة بحيث يتم تثبيت كل جزء بنفس الطريقة — دون تخمين من المشغلين.
قمنا بموازنة إزالة المواد أثناء الخشونة بالتناوب وتجنب الإزالة الثقيلة من جانب واحد فقط، مما منع التشوه عند تحرير الإجهادات الداخلية.
واستخدمنا CMM للتحقق ليس فقط من الأبعاد الفردية، بل أيضا للعلاقات الموضعية عبر العمليات — مع اهتمام دقيق بعدم اليقين في القياس والتحكم البيئي.
نجحت الدفعة الأولى. والأهم من ذلك، عندما زاد الحجم لاحقا، بقيت العملية مستقرة — دون مفاجآت.
وهذا، بالنسبة لي، هو ما يعنيه فهم قدرة ±0.005 مم حقا:
الأمر ليس متعلقا بما إذا كنت تستطيع صنع جزء جيد واحد. الأمر يتعلق بما إذا كان بإمكانك تحقيق المئة التالية بنفس الطريقة، دون مقاومة العملية في كل مرة.

كيف يجب على المشترين تقييم ادعاءات تحمل CNC
يعلن العديد من موردي CNC عن أرقام تحمل مذهلة.
قبل اتخاذ قرار بشأن المورد، فكر في سؤال:
ما هي الأبعاد التي يمكنها تحقيق ±0.005 مم بشكل واقعي؟
هل يتم التحقق من قدرة التحمل بواسطة فحص CMM؟
هل يمكن تحقيق التسامح في الإنتاج أم فقط بكميات النماذج الأولية؟
ما هي المواد المشمولة في هذا الادعاء بالقدرة؟
هل يمكن للمورد تقديم تقارير تفتيش؟
عادة ما تكشف هذه الأسئلة أكثر عن القدرة الفعلية للمورد من ادعاء التسامح نفسه.
المورد الذي يناقش بصراحة قيود العملية غالبا ما يكون أكثر موثوقية من مزود واعد بدقة على مستوى ميكرون في كل مشروع.
الطحن الدقيق بالألياف الصينية (CNC) يدور حول التحكم في العمليات
أهم ما يمكن استخلاصه هو التالي:
التشغيل الدقيق ليس عن آلة واحدة. بل يتعلق بالتحكم في عملية تصنيع كاملة.
قدرة الآلة مهمة. اختيار الأدوات مهم. تصميم التركيبات مهم. الفحص مهم. الخبرة الهندسية مهمة.
عندما تعمل كل هذه العناصر معا، يصبح تحقيق تفاوتات دقيقة قابلا للتكرار وليس عرضيا.
بالنسبة لصناعات مثل الأجهزة الطبية، والروبوتات، ومعدات أشباه الموصلات، ومكونات الطيران، وأنظمة الأتمتة، فإن هذا الاتساق هو ما يحدد في النهاية جودة المنتج ونجاح الإنتاج.
هل تحتاج مساعدة في تقييم متطلبات التحمل الصارم؟
العديد من الرسومات تحدد تحولات دقيقة للغاية ببساطة لأنها منسوخة من مشاريع سابقة أو معايير داخلية.
في بعض الحالات، يمكن أن يقلل تخفيف التحمل غير الحرج من تكلفة التشغيل بنسبة 20٪-40٪ دون التأثير على أداء المنتج.
في شركة برايتستار بروتوتايب CNC المحدودة، يقوم فريقنا الهندسي بمراجعة رسومات العملاء بانتظام للتحديد:
الأبعاد الحرجة
مخاطر التصنيع
فرص تقليل التكاليف
إمكانيات تحسين التسامح
سواء كنت بحاجة إلى تصنيع CNC دقيق، أو تشغيل CNC بخمسة محاور، أو تصنيع مكونات الألمنيوم المعقدة، يمكننا مساعدتك في تقييم تصميمك قبل بدء الإنتاج.
قم بتحميل رسوماتك اليوم لمراجعة مجانية لإمكانية التصنيع وتقديم عرض سعر.
الأسئلة الشائعة
هل يمكن لتشغيل CNC أن يحقق فعلا ±0.005 مم؟
نعم. ومع ذلك، فإن تحقيق هذا التحمل بشكل متسق يعتمد على المادة، والهندسة، وقدرة الآلة، والتركيب، وطرق الفحص.
هل يحتاج كل بعد إلى ±0.005 مم؟
لا. يجب تطبيق التساميحات الدقيقة فقط على الميزات التي تؤثر مباشرة على وظيفة المنتج أو التجميع أو الأداء.
ما هي المواد الأفضل للتشغيل اليدوي عالي الدقة في CNC؟
تستخدم الألمنيوم 6061، والألمنيوم 7075، وبعض أنواع الفولاذ المقاوم للصدأ، والبلاستيك الهندسي مثل PEEK بشكل شائع في تطبيقات التشغيل الدقيق.
هل يمكن تحقيق ±0.005 مم في التشغيل CNC بخمسة محاور؟
نعم. في العديد من الأجزاء المعقدة، يمكن لتشغيل CNC ذو 5 محاور أن يحسن الدقة البعدية فعليا عن طريق تقليل الإعدادات وتقليل الأخطاء التراكمية.
كيف يمكنني تحديد ما إذا كان رسمي مفرط التحمل؟
يمكن لمراجعة قابلية التصنيع من مزود ذو خبرة في تصنيع التصنيع CNC أن تساعد في تحديد الأبعاد التي يمكن تخفيفها دون التأثير على أداء المنتج.
تنويه
المعلومات المقدمة في هذا المقال هي لأغراض مرجعية هندسية وتصنيع عامة فقط. قد تختلف التفاوتات الفعلية القابلة للتحقيق حسب هندسة القطع، وخصائص المادة، وحالة الآلة، ومتطلبات الفحص، وبيئة الإنتاج. يجب دائما مراجعة التوصيات الخاصة بالمشروع مع مهندسي تصنيع مؤهلين.