Precision Machining High End Quality Prototypes with Excellence Surface Finish
01 Severe Test of Ra0.8 Surface Roughness for High-End prototypes
In the precision CNC machining and rapid prototyping industry, surface finish is never a dispensable aesthetic detail, but a core indicator that determines product texture, brand reputation and market competitiveness. Our long-term partner Germany customer G, a brand deeply engaged in the high-end furniture sector, pursues ultimate product details. This time, Germany customer G placed a custom order with Brightstar Prototype CNC Co., Ltd for 250 exclusive metal keychain prototypes, putting forward stringent rigid requirements for surface roughness: surface roughness Ra ≤ 0.8μm, while our actual result was Ra ≤ 0.2μm.
This standard is far higher than the surface finish level of conventional machined parts. For Germany customer G, this batch of keychains is the core accessory of the brand's high-end product line, targeting quality-conscious consumers. Even micron-scale pits or hair-like tiny scratches will damage the overall texture and undermine the high-end image that the brand has built for years. Germany customer G not only requires batch compliance, but also demands no deviation in surface finish and appearance of every finished product. It needs to meet assembly accuracy and present the unique mirror texture of high-end furniture parts, which poses extremely high challenges to machining, grinding processes and quality control procedures, and is also a technical difficulty that most rapid prototyping manufacturers on the market can hardly achieve stably.


02 Industry Insights: Core Value of Surface Roughness in Precision Manufacturing & Industry Data
Surface roughness (Ra value, i.e., arithmetic mean deviation of the profile) is a core parameter for measuring the quality of precision machined parts. According to the international standardization organization ISO 4287:1997, Ra value quantifies the average height difference of surface micro-undulations relative to the baseline. The lower the value, the smoother the surface, and the process difficulty increases exponentially. In high-end consumer electronics, luxury accessories, aerospace, medical devices and other fields, surface finish control has long become an industry access threshold and the key to brand differentiated competition.
According to industry data from2024 Global Precision Machining Technology Review, the demand for mirror-grade prototypes with Ra ≤ 0.2μm in the high-end consumer goods sector has increased by 37% year-on-year, and more than 68% of high-end brands take surface roughness as a core assessment item for supplier selection; Ra0.8μm is a high-precision machining standard, while achieving ultra-precision surface finish with Ra ≤ 0.2μm requires professional grinding equipment, skilled technicians and a full-process quality control system, and less than 20% of precision machining manufacturers have stable delivery capabilities.
In terms of product value, ultimate surface finish brings three core advantages: first, enhance appearance texture, mirror-grade surface can highlight the high-end positioning of products, in line with the quality demands of brands like Germany customer G; second, improve durability, smooth surface reduces impurity adhesion, wear and corrosion, and prolongs product service life; third, ensure assembly accuracy, micron-level surface finish with precise dimensions ensures tight assembly of accessories and improves overall product stability. This is the core reason why Germany customer G chooses Brightstar as a partner - we always fulfill our quality commitment with ultra-high standards.

03 Solution: Full-Process Controlled Precision Machining + Grinding Process
In response to Germany customer G's stringent requirements, Brightstar Prototype CNC Co., Ltd set up a dedicated process team, abandoning extensive processing modes, and adopting a customized solution of "precision CNC machining + multi-stage precision grinding + full-process quality inspection". From raw material warehousing to finished product delivery, every link controls precision strictly to eliminate defects, and finally achieves surface finish effects far exceeding customer expectations. The entire process balances the delivery efficiency of rapid prototyping and the quality stability of precision machining, perfectly adapting to small-batch high-end custom scenarios.
Core Process Flow Breakdown:
1. Pre-Project Engineering Optimization: Deeply connect with the Germany customer G team, disassemble the structure, material properties and surface finish requirements of keychain prototypes, optimize processing paths, avoid tool marks, stress deformation and other problems, predict grinding difficulties in advance, and formulate a multi-stage polishing plan.
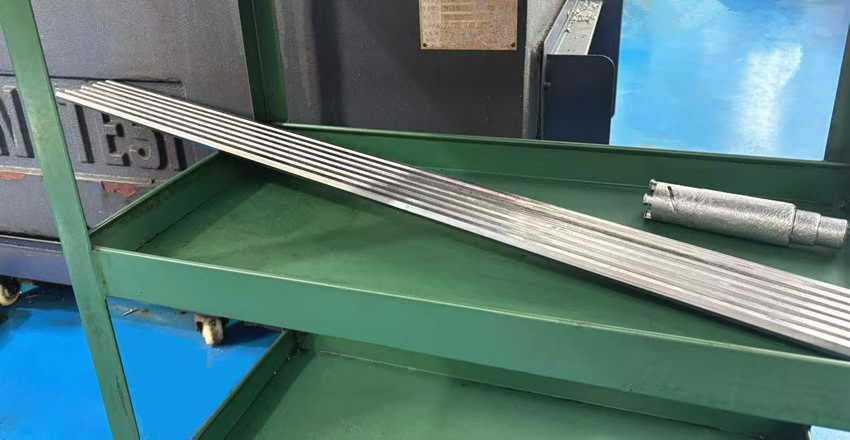
2. High-Precision CNC Machining: Adopt 5-axis linkage CNC machining center, select ultra-precision tools, strictly control cutting parameters, realize near-net shape processing, reduce subsequent finishing allowance, reduce surface defect risks from the source, and ensure dimensional accuracy and basic flatness of prototypes.
3. Graded Precision Grinding & Polishing: Break the conventional single grinding process, adopt three-stage processes of rough grinding, fine grinding and mirror polishing, gradually replace ultra-fine abrasive materials, and carry out manual fine operation by skilled technicians, focusing on difficult-to-process parts such as corners and arcs to eliminate machining tool marks and micro protrusions.
4. High-Precision Metrology Inspection: Adopt imported contact profilometers to detect Ra values at multiple points of each prototype in strict accordance with ISO 4287 standards, supplemented by manual full appearance inspection with high-power magnifying glass, double checks to prevent unqualified products from flowing into the next process.

04 Case Overview: Full Breakdown of Germany customer G Keychain Prototype Project
The keychain prototypes manufactured for Germany customer G this time are a typical small-batch, high-precision, high-appearance requirement rapid prototyping project, which runs through the quality concept of "never compromise on quality, pass our own inspection first before reaching customers", and is also a true portrayal of our "obsessive quality control".
Project Core Parameters:
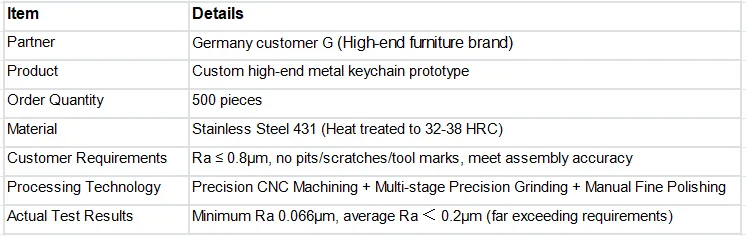
During the project promotion, we did not relax standards due to the small order quantity. After the initial processing, the quality control team strictly implemented 100% full inspection, checked surface defects one by one, and found that 132 prototypes had tiny pits and scratches. Even if these defects did not affect assembly, we still resolutely started the rework process, re-machined, re-ground and re-inspected all unqualified parts. Finally, 118 first-batch qualified products were screened out, and the remaining 132 reworked parts all met the standards after re-fine processing. As we said internally: "There is no compromise in quality, only qualified and unqualified. Even if there are only micron-scale defects, we will never let them flow to Germany customer G."
After repeated debugging of process parameters and refined grinding operations, we conducted multiple groups of sampling tests on the finished products, and the actual measurement data far exceeded Germany customer G's Ra0.8μm requirement.The specific data are as follows:

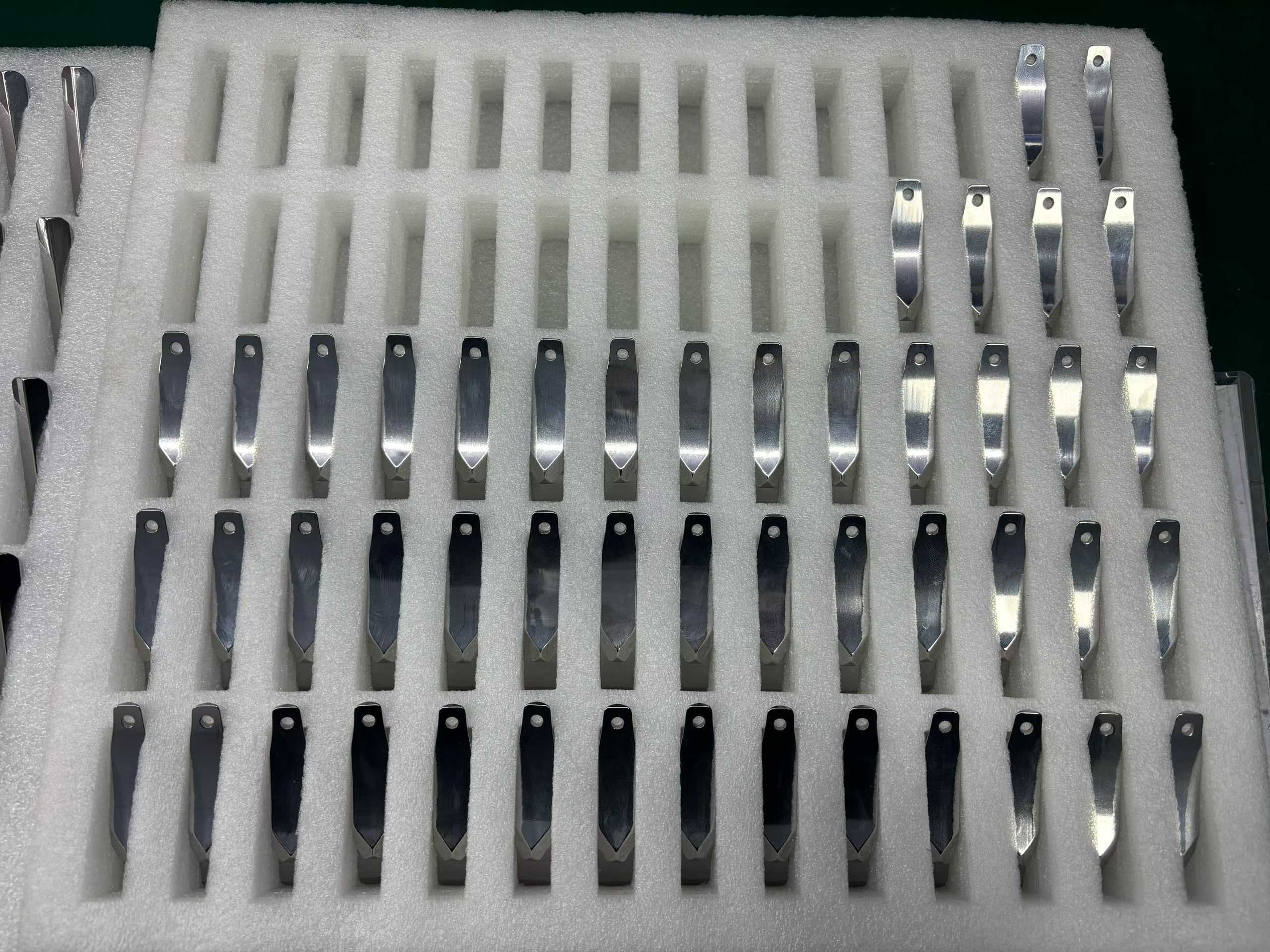
The finally delivered Germany customer G keychain prototypes have a mirror-smooth surface, delicate and high-end texture, perfectly fitting the brand's high-end positioning, achieving dual compliance of "dimensional accuracy + surface texture", so that the Germany customer G team can directly carry out subsequent assembly without secondary rework.


05 Quality Control: Zero-Defect "Obsessive" Quality Control System
As a source manufacturer focusing on precision CNC machining and rapid prototyping, Brightstar Prototype CNC Co., Ltd always takes quality control as its core competitiveness, has passed ISO9001:2015 quality management system certification, and built a "full-process, full-coverage, zero-tolerance" quality control system for high-precision prototypes, which is also our confidence to stably meet the needs of high-end customers like Germany customer G.
Our quality control is not end-of-line sampling inspection, but runs through the whole process of raw material warehousing, processing, grinding, inspection and packaging: raw materials are inspected for material and flatness before warehousing to prevent inferior raw materials from affecting surface finish; inspection posts are set for each process in the processing process to correct parameters and check defects in a timely manner; the finished product stage implements double verification of "instrument detection + manual re-inspection", and only when surface roughness, dimensional accuracy and appearance defects are all qualified can it be regarded as qualified; in the packaging link, special shockproof and dustproof packaging is adopted to avoid scratches and bumps during transportation, ensuring that finished products are delivered to Germany customer G in perfect condition.
This "obsessive" quality control of "rather rework time-consuming, never compromise quality" is not only responsible for customers, but also adheres to industry reputation. For high-quality customers like Germany customer G, we always implement standards higher than customer requirements, so that every precision prototype delivered from the factory can become a bonus item for customers' products.
06 Delivery Results: Mirror-Finish Performance Far Exceeding Expectations
The successful delivery of the Germany customer G keychain project has achieved win-win results and further deepened the mutual trust between the two parties. In terms of quality, we upgraded the customer-required Ra0.8μm surface finish to a mirror-grade level of Ra≤0.2μm, with a minimum measured value of only 0.066μm, and the surface finish performance far exceeded customer expectations, with no appearance defects and full texture; in terms of delivery, we balanced the efficiency needs of rapid prototyping, completed the delivery of 250 finished products on time under strict quality control, with no delays and no defective products; in terms of cooperation, Germany customer G highly recognized the processing results, and with ultimate surface quality and rigorous service attitude, we have successfully become the core supplier of precision machined prototypes for Germany customer G.
This case also fully proves that in the field of precision machining and rapid prototyping, the real core competitiveness is never low-price competition, but technical strength and quality control ability. Brightstar always adheres to technology as the core and quality as the bottom line, helping high-end brands like Germany customer G create more competitive products.
07 Industry FAQ: Answers to Core Questions About Precision Surface Finish Machining
Q1: What is the gap between Ra0.8 and Ra0.2 surface finish? What are the differences in main application scenarios?
A: Ra0.8μm is an industrial high-precision standard, mostly used for conventional precision accessories; Ra0.2μm is a mirror-grade standard, with delicate hand feel and uniform reflection, mostly used in high-end consumer goods, optical accessories, medical devices and other scenarios with high requirements for appearance and precision. The Ra0.07μm we achieved for Germany customer G this time belongs to ultra-precision mirror grade, with texture far better than conventional high-standard products.
Q2: Can small-batch rapid prototyping parts stably achieve ultra-precision surface finish?
A: Yes. Brightstar focuses on rapid prototyping and small-batch precision machining, customizing flexible processes for small-batch orders. CNC machining + precision grinding can be realized without mold opening, and small-batch orders like Germany customer G's 250 pieces can also stably meet standards, balancing efficiency and quality.
Q3: What are the core factors affecting surface finish? How to ensure batch consistency?
A: Core factors include processing equipment precision, tool selection, grinding process, quality control process, material characteristics, etc. We ensure the consistency of surface finish and size of batch parts through standardized process parameters, skilled technician operation, full-process full inspection and accurate instrument measurement, eliminating batch differences.
Q4: How will your company handle defects during processing?
A: We implement the zero-defect principle. Tiny defects found in the Germany customer G project will be reworked and remade without exception, and we will never pass off defective products as good ones. There is no additional charge for the whole rework process until the finished products fully meet customer requirements.
08 Our Core Commitments & Cooperation Invitation
1. Never Compromise on Quality: All precision machining and rapid prototyping parts are implemented in strict accordance with customer standards, with traceable actual measurement data, and no delivery if standards are not met;
2. Professional Technical Support: With years of deep cultivation in precision machining, we have a skilled technician team and high-end processing equipment, capable of achieving ultra-precision surface finish machining of Ra0.05μm and above;
3. Efficient & Rapid Delivery: Adapt to rapid prototyping needs, respond urgently to small-batch orders, strictly control construction period, and not delay customer product launch progress;
4. Full-Process Attentive Service: One-to-one project docking, early process optimization, mid-term progress synchronization, late after-sales support, worry-free cooperation throughout the process.
If you, like Germany customer G, have needs for precision CNC machining, rapid prototyping, small-batch precision prototype customization, especially stringent requirements for surface roughness and dimensional accuracy, please contact Brightstar Prototype CNC Co., Ltd. We will provide you with free process solutions and accurate quotations, and use hard-core technology and ultimate quality to help your products build core competitiveness and become your trusted precision machining partner.
References
1. ISO 4287:1997, Geometrical Product Specifications (GPS) -- Surface texture: Profile method -- Terms, definitions and surface texture parameters
2. 2024 Global Precision Machining Technology Review, Trend Analysis of Surface Finish Demand for High-End Consumer Goods Precision Machining