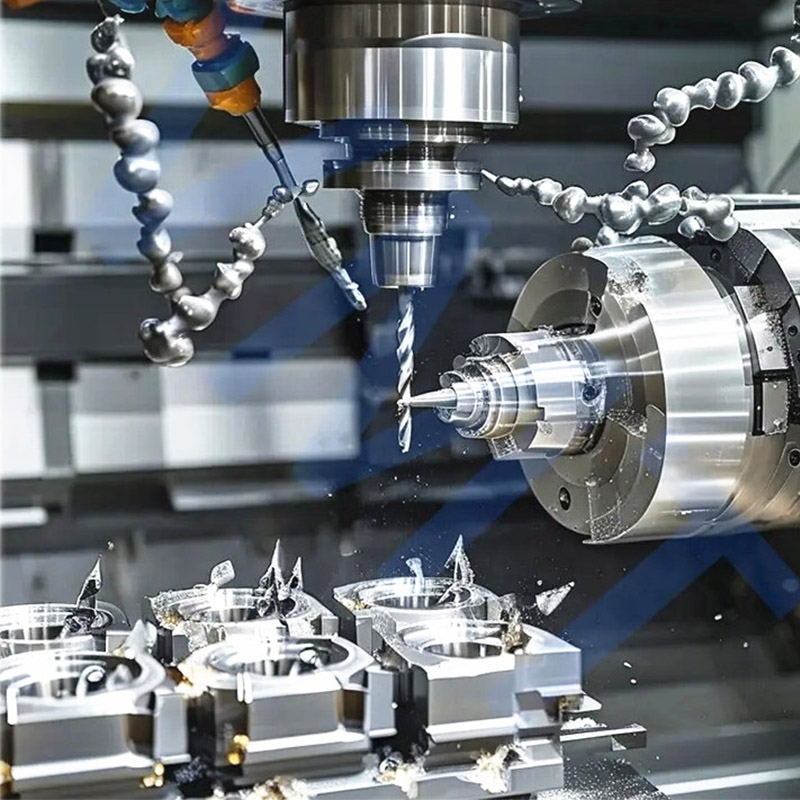
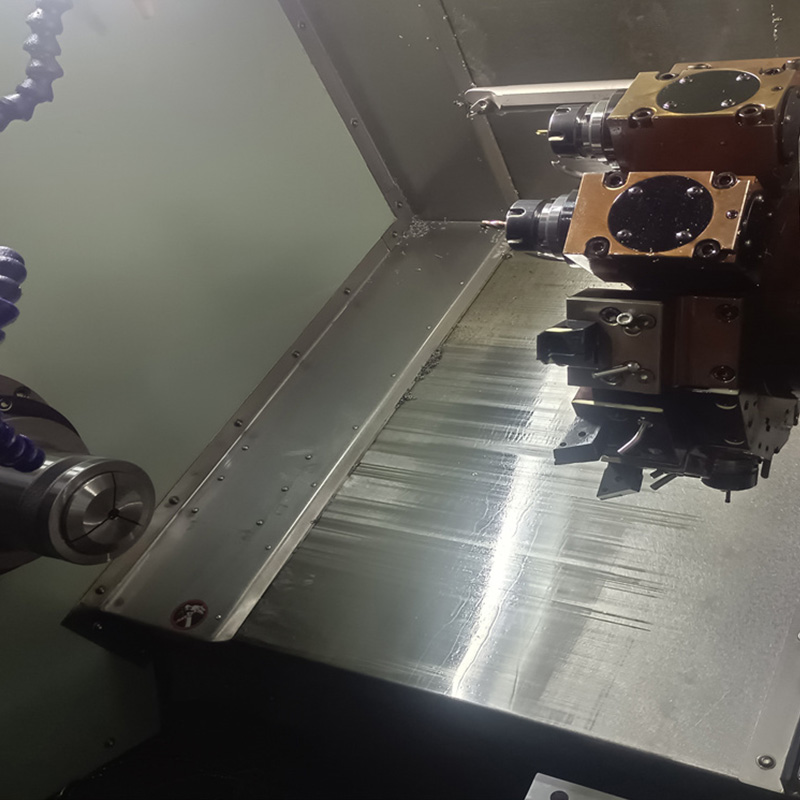
عملية الصب
تضمن إجراءات التشغيل الموحدة لشركة Brightstar تكرارا دقيقا للأجزاء والخصائص الميكانيكية المتسقة. يتحكم فنيو الصب بالفراغ لدينا في جميع المعلمات التشغيلية: الخلط ، والتفريغ ، والتحريك ، والتسخين المسبق ، والصب ، وإزالة القوالب ، وبالتالي إنشاء نسخ شبه مثالية من النماذج الرئيسية. عملية تصنيع أجزاء الصب بالفراغ هي كما يلي:
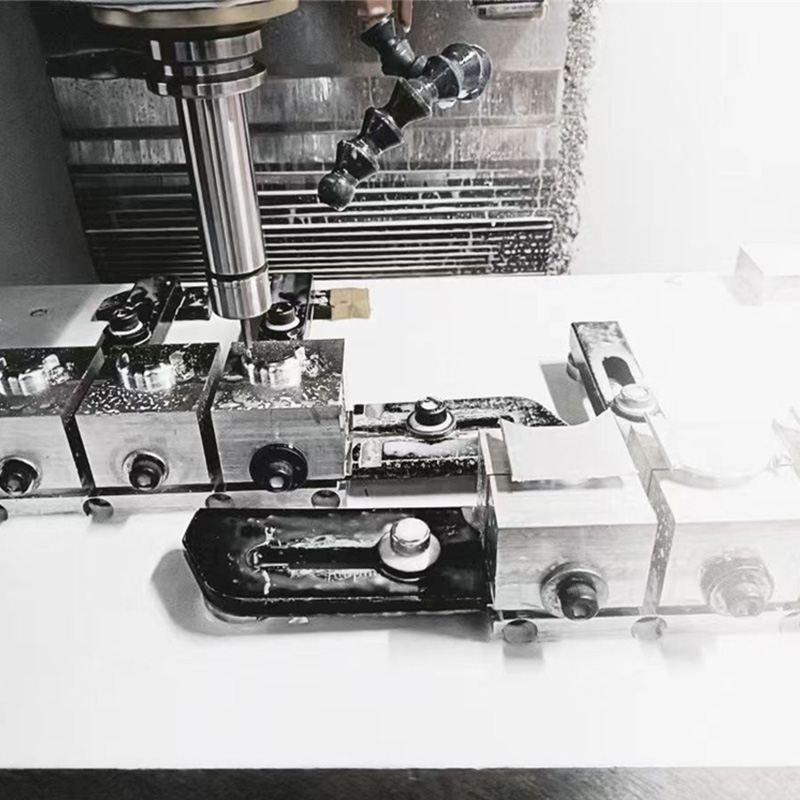
أولا ، ضع قالب السيليكون في الفرن وقم بتسخينه مسبقا إلى 60-70 درجة مئوية.
من الأهمية بمكان تحديد عامل تحرير القالب المناسب وتطبيقه بشكل صحيح قبل إغلاق القالب لتجنب الالتصاق وعيوب السطح.
تحضير راتنج التفريغ المتعدد وتسخينه مسبقا إلى حوالي 40 درجة مئوية قبل الاستخدام. امزج راتنج الصب المكون من عنصرين بنسب دقيقة ، ثم حركه جيدا وقم بتفريغه تحت الفراغ لمدة 50-60 ثانية لتجنب تكوين جيوب هوائية أو فقاعات.
يسكب الراتنج في القالب في غرفة التفريغ تحت تحكم الكمبيوتر ، ثم يوضع في الفرن للمعالجة. متوسط وقت المعالجة: أجزاء صغيرة 1-3 ساعات ، أجزاء كبيرة 3-6 ساعات.
بعد المعالجة ، قم بإزالة الصب من قالب السيليكون. استعد لتكرار دورة عمل الصب بالفراغ هذه.
Clinic with Innovative Approach to Treatment
شركات صناعة السيارات
مصانع قطع غيار السيارات OEM
مصانع تجميع السيارات OEM
استوديوهات تصميم OEM
مصنعي قطع غيار السيارات OEM المستقلين
موردي المستوى 1 و 2
شركات تكنولوجيا القيادة الذاتية
استبدال قطع غيار السيارات مصنعين
مصنعي المعدات الثقيلة الصناعية
مصنعي المعدات الزراعية والغابات






ماذا يقول مرضانا
سوف تكتشف العملية التي تلبي احتياجاتك بشكل أفضل وتناسب تعريف منتجك.
قدرات Brightstar التصنيعية في صناعة السياراتنلعب دورا في كل جانب من جوانب صناعة السيارات: